|





Perfil de Reflujo Optimizado para Minimizar Huecos
Por MB Allen, Gerente, KIC
En este documento discutimos varios aspectos de los retos de huecos en tablillas de circuito impreso (PCBs, por sus siglas en inglés) con componentes con terminaciones por debajo. Esto incluye lo que son los huecos, las causas y su efecto en los componentes. Veremos los retos y algunas soluciones, principalmente soluciones que se enfocan en perfil térmico. Además, exploraremos las herramientas que usted puede ya tener, esas que están disponibles para usted ahorita y, como mejorar su base de conocimientos en relación a problemas de perfilado térmico.
El Reto de Huecos en PCBs
Los huecos han sido un reto durante bastante tiempo, principalmente con componentes de matriz de rejilla de bolas (BGAs, por sus siglas en inglés), desde que se discutió el cambio a soldadura libre de plomo en los Estados Unidos. Continúa siendo un problema para ensambles libres de plomo pero, el problema se ha hecho más complejo aún.
Con la miniaturización y muchos BTCs, continuamos batallando para encontrar las causas verdaderas y las soluciones ideales. Además, el cambio en ensambles de PCBs es increíble. Algunos sub-ensambles parecen ignorar cualquier regla de Diseño para Manufacturabilidad (DfM, por sus siglas en inglés). Varían de ensambles pequeños de PCBs con partes miniaturizadas y con frecuencia un BGA muy grande. Pesados ensambles de PCBs de doble lado con planos de tierra, disipadores de calor y densamente poblados. Agregado a eso, la mezcla de componentes en las tablillas de esos que no pueden ser vistos con el ojo desnudo a capacitores de tántalo, BGAs, QFNs, conectores plásticos, blindajes y mucho más.
El siguiente reto es la ventana de proceso de reflujo. Típicamente, la ventana de proceso se enfoca alrededor de la soldadura en pasta pero, con frecuencia, algunos componentes no pueden aceptar las tolerancias de temperatura de muchas soldaduras libres de plomo.
“Ya sea para electrónica de potencia, sistemas electrónicos para aviación, equipo médico o sistemas electrónicos para la industria automotriz, los huecos en las uniones de soldadura representan un problema significativo. Los huecos atrapados pueden causar desplazamiento de las vías térmicas y eléctricas así como concentración local de potencia y calor.” Markus Walter, SEHO.
Nos preocupamos del problema de huecos durante la manufactura aún y cuando el efecto final en un producto que es clave y, que algunas veces se pierde. Es por eso que los huecos son un tema tan importante.
La Causa de Huecos en PCBs Los huecos se atribuyen al gasificado del flux dentro de las uniones de soldadura cuando la soldadura está fundida.
Soluciones Potenciales para Reducir Huecos en PCBs
Uno de los grandes avances han sido los cambios en la composición química de la soldadura en pasta. Sin embargo, hacer un cambio a una nueva soldadura en pasta no es una solución de ‘reemplazo exacto’ ni tampoco es siempre la solución correcta. Con frecuencia, se le dictan a un manufacturador de contrato materiales específicos que deben usarse cuando se ensambla una tablilla, así que no puede solo cambiar la pasta sin un nuevo proceso de calificación, lo cual es caro y toma mucho tiempo. Agregado a eso, mientas que el material puede resolver el problema de huecos para algunos componentes, puede causar problemas en alguna otra parte de la tablilla de circuito impreso. Muchas compañías no quieren tener múltiples soldaduras en pasta y con frecuencia una pasta baja en huecos no es la solución correcta para todos los ensambles. Así que, el cambiar los materiales puede que no sea una solución ideal o posible.
Luego, está el esténcil para el PCB, He visto algunas increíblemente creativas aperturas en esténciles para ajustar la cantidad y espaciamiento y cantidad de deposición de pasta. Esta es una posible solución. Sin embargo, probar múltiples esténciles es también costoso y toma mucho tiempo. Hacerlo a prueba y error rara vez parece una buena solución. La colocación es también un elemento clave en el problema de huecos y una importante área donde buscar por problemas.
Otra solución puede ser un nuevo tipo de horno de reflujo, específicamente un horno de reflujo de vacío o reflujo ultrasónico. Esto es una solución cara y puede ser difícil de justificar. Típicamente, vemos fábricas que invierten en uno de estos hornos para productos específicos con ensambles susceptibles a huecos.
Habiendo pasado por todas las potenciales soluciones anteriores, ¿qué queda? En definitiva, el perfil térmico. La mejores notica acerca de esto es que es un arreglo inmediato. Aún si usted va a experimentar, usted puede ver los resultados y tomar decisiones rápidamente, así que habrá más tiempo activo y ahorro de costos.
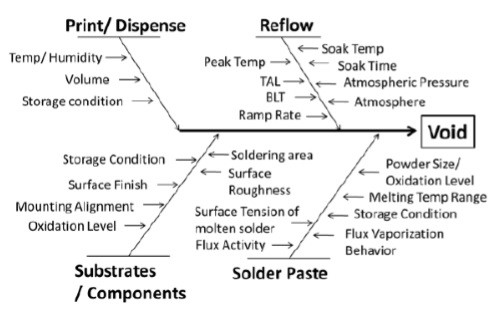
Figura 1.
La Figura 1 es una tabla de factores que impactan en huecos. Respecto al reflujo del PCB, debemos enfocarnos en la Temperatura Pico, Tiempo Arriba de Líquido (TAL, por sus siglas en inglés), velocidad de la rampa y tiempo de remojo. Estas son las áreas clave del perfil térmico que pueden ser cambiadas para reducir los huecos.
Incluso enfocándose en el perfil térmico hay todavía más retos. Exactamente que cambiar se basa en los componentes y densidad del PCB, encontrar un balance para arreglar un área sin impactar otras. Un ejemplo es el LED. Algunas sugerencias para reducir huecos en ensamble de LEDs es aumentar temperaturas, lo cual puede ser dañino para los LEDs. Demasiado calor puede causar cambios en la luminosidad del LED, cambiando de ese modo el producto final. Los LEDs pueden ser caros, así que se debe prestar atención especial a ellos.
El Arte del Perfilado Térmico
“.. el proceso de perfilado permanece principalmente como un arte. Mejoras en control de huecos con frecuencia surgen como resultado de extensa actividad de prueba y error. Aparentemente, un entendimiento fundamental del efecto de cambiar el perfil por huecos se hace crítico para una reducción rápida y eficiente de huecos.” Dr. Yan Liu, Dr. Ning-Chen Lee et al, Indium Corp, referencia ‘Un Modelo de Estudio de Perfilado….” Vea ‘Referencias 2’.
“Perfilar es la única variable de entrada en tiempo real que afecta los resultados.” Tim O’Neil, AIM
Para encontrar el perfil correcto para el PCB, es clave enfocarse en estas áreas del perfil térmico:
- Remojo; Debe haber un balance entre un remojo demasiado lento (para evitar oxidación) y un remojo demasiado rápido (atrapando los volátiles). Por la mayor parte, el perfil de ‘remojo’ ya no se usa comúnmente cuando se tienen problemas de huecos.
- El Rampa a Pico, también conocido como Rampa a Punta: Carpa y/o Rampa Recta (dependiendo de la compañía de soldadura en pasta) es lo que se está usando actualmente para reducir huecos. Hay dos diferentes escuelas de pensamiento en esto. Una está a favor de un pico más bajo y otra está a favor de un pico más alto, siendo el mayor consenso el de pico más alto.
- La Velocidad de la Rampa es también una clave, concentrándose en la cantidad de tiempo y velocidad a la cual la activación tiene lugar y los volátiles son liberados.
- TAL es también una clave para un mejorado remojo, menos oportunidad de atrapamiento de flux.
- TAL y pico son dos áreas donde están la mayoría de cambios al perfil y, por lo tanto, el tiempo dado para experimentación.
A medida que progresamos con estos cambios al perfil, DEBEMOS considerar el resto del ensamble del PCB. Las temperaturas que son muy altas pueden causar daño a partes como conectores de plástico o LEDs. Así que cuando se configure una receta para un perfil térmico, es imperativo encontrar una solución que le brinde una unión de soldadura confiable para todo el ensamble, esto es el reto más grande. Se recomienda adjuntar termopares (TCs, por sus siglas en inglés) a todos los componentes críticos para una buena representación del PCB.
Muchas personas perforarán abajo de un BGA, por ejemplo y, adjuntarán un TC a una bola. Esto es, por supuesto, el método más preciso de saber exactamente la temperatura de la soldadura en pasta pero no siempre es posible.
Hay soluciones disponibles para perfilado térmico no destructivo, por ejemplo, usando cinta de aluminio para pegar el TC. Hay un documento del Rochester Institute of Technology (RIT) de un estudio específico para perfilado no destructivo en BGAs. Ellos crearon una ‘calculadora’ tal que usted puede pegar un termopar arriba del BGA que calcula la temperatura en la bola.
Evitando el Perfil de Huecos
- Ventana de Proceso – Temperatura de Remojado Aumentada: Como se mencionó anteriormente, un perfil de reflujo con un remojado no es generalmente recomendado cuando se trata de reducir huecos. Para los que desean mantener un remojo, la investigación muestra que la ventana de proceso de remojado debe ir hasta 200°C. El rango en esta especificación es de 155°-185°C. Así que esto sería cambiado a 155°-200°C (Figura 2).
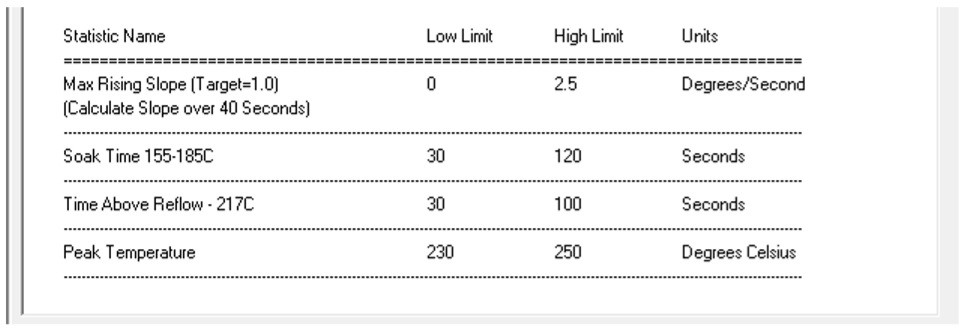
Figura 2.
La Figura 3 es una vista de un perfil de reflujo de remojo comunmente usado para manufactura de soldadura libre de plomo. Para mantener un perfil de remojo, esto sería cambiado como se indica en la Figura 2 para aumentar la ventana de proceso de remojo a 155°-200°C.
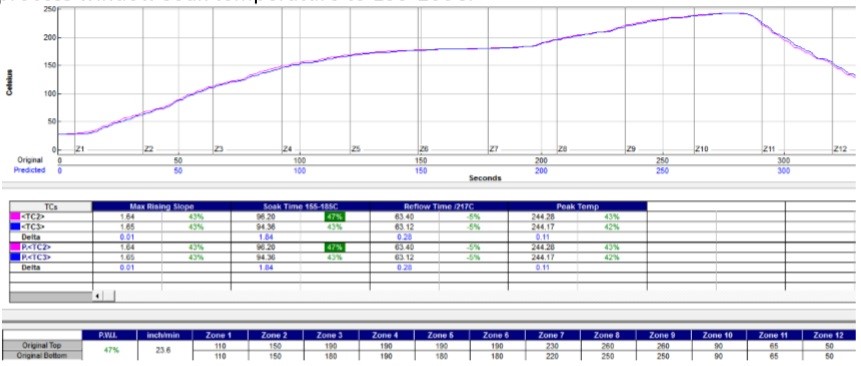
Figura 3.
- Ventana de Proceso – RTS (Rampa a Pico): Ahora consideremos la rampa a pico/punta. De nuevo, esto es una muestra de una ventana de proceso común para manufactura Libre de Plomo. Nótese las temperaturas y TAL (Figura 4) y el perfil resultante (Figura 5).
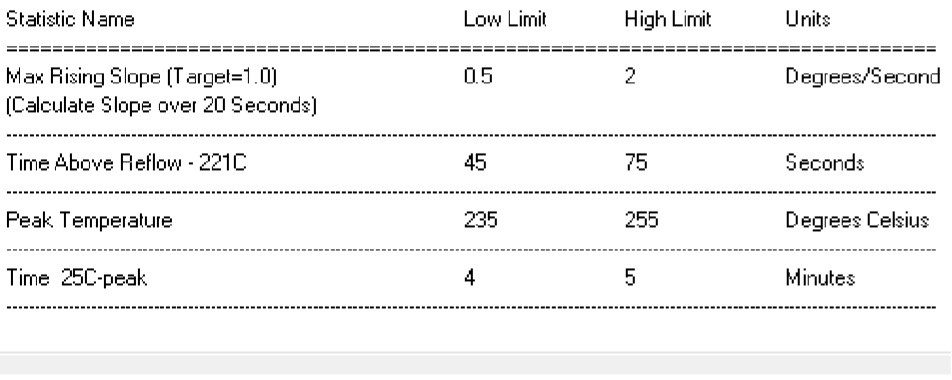
Figura 4.
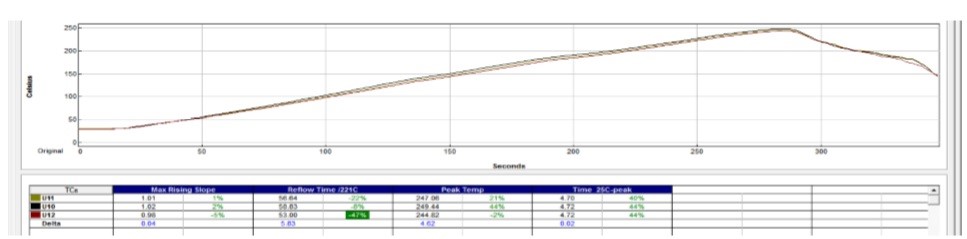
Figure 5.
- Ventana de Proceso – RTS, TAL largo, Pico Alto: En este caso, un TAL más largo y temperatura pico más alta se usa para reducir los huecos. Hay un incremento en el TAL de 45-75 segundos a 60-90 segundos (Figura 6). Además, hay un incremento en la temperatura pico de 235°-255°C a 245°-265°C. Debe tenerse precaución con esta ventana de proceso porque se está acercando a la temperatura máxima de algunos componentes. Hay variaciones de esto, por supuesto, un pico ligeramente más bajo y un TAL más corto, como 255°-259°C y un TAL de 68-75 segundos pero esto crea una muy reducida ventana de proceso. El perfil resultante se muestra en la Figura 7.
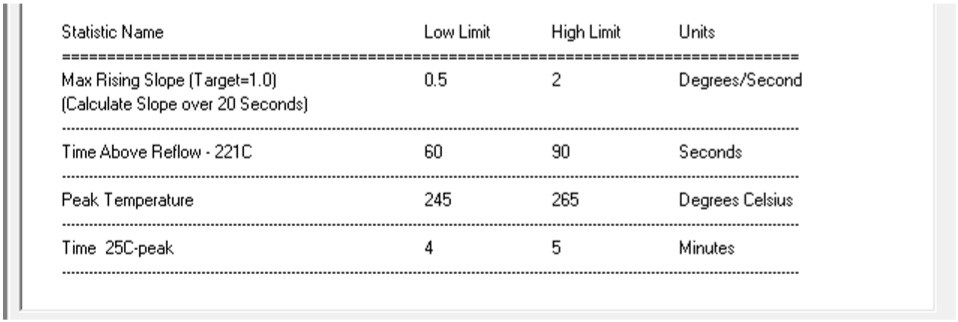
Figure 6.
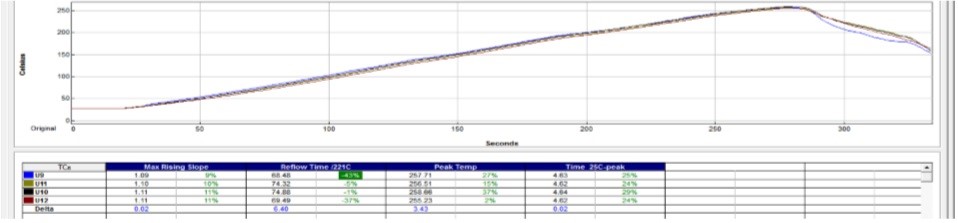
Figure 7.
Ajuste Fino – El Diablo está en los Detalles
El ajuste fino puede tomar tiempo pero usted puede ver los resultados inmediatamente. Usando las herramientas disponibles en el mercado para este proceso de optimización, reduce significativamente la cantidad de tiempo necesario, incluyendo la cantidad de corridas de perfiles térmicos a prueba y error. No son caras y pueden ahorrarle mucho tiempo, dinero y estrés. Más temprano mencioné la importancia de pegar los termopares en todos los componentes críticos y una buena representación de su tablilla. ‘Ubicación, ubicación, ubicación’ no es solo importante cuando se busca un nuevo hogar sino también cuando se establece un perfil. De nuevo, hay software disponible para apoyar con esto.
Perfilando – Cambios en el Horno, Optimización y Más
Los dos ajustes más comunes para establecer una receta para un buen perfil de reflujo son los ajustes en las zonas y velocidad del transportador. En software usted puede controlar fácilmente lo que usted puede o puede no querer cambiar, incluyendo la optimización con la velocidad más rápida del transportador para una mayor producción o menos cantidad de cambios de ajustes en las zonas para cambios más rápidos. La Figura 8 muestra los ajustes en las zonas del horno y velocidad del transportador sugeridos automáticamente por el software de optimización para una receta que genere un perfil de reflujo dentro de especificaciones. Notará que no hay remojo en éste, es decir, un RTP.
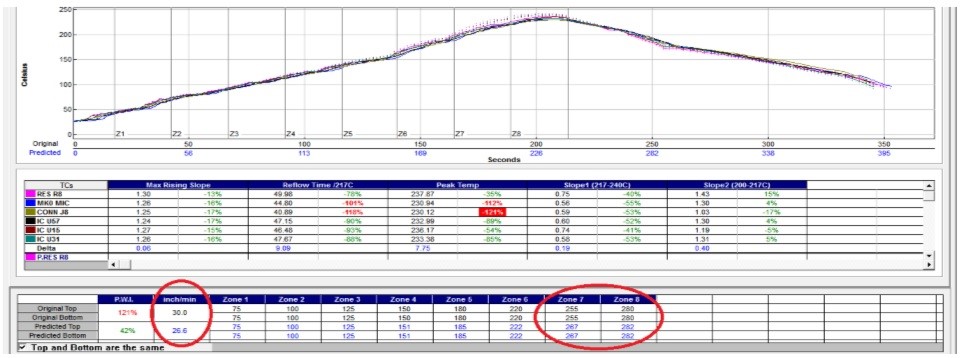
Figure 8.
Separe Especificaciones Pon un TC – Creee una Ventana de Proceso Separada para Cada Componente con un TC adjunto
El tener la habilidad de realizar un perfil de reflujo alrededor del PCB poblado, es crítico para lograr las recomendaciones de la soldadura en pasta, manteniendo las especificaciones del componente y reduciendo los huecos. Abajo se muestran los resultados como cada termopar se relaciona a cada una de sus ventanas de proceso designadas (Figura 9). La rápida herramienta de establecer una ventana de proceso para cada TC/Componente, forzará al software de predicción automatizada a buscar una receta del horno que resulta en un perfil dentro de especificaciones para todos los termopares que estén dentro de sus respectivas e individuales ventanas de proceso, ahorrando tiempo y dinero.
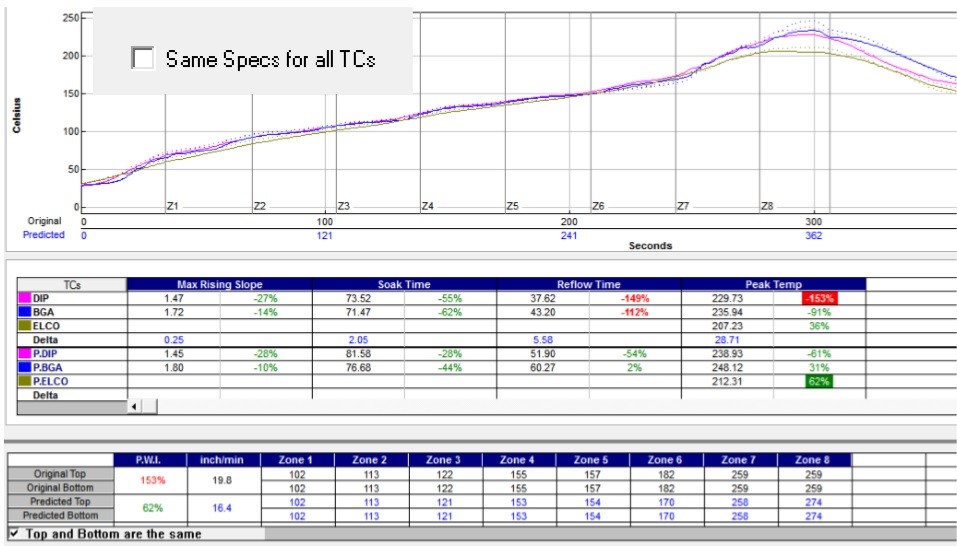
Figura 9.
El Conocimiento es Rey
El modo más fácil y rápido de optimizar un perfil para PCB para reducción de huecos es el conocimiento. Con mucha frecuencia las personas tienen un problema de huecos, llaman a la compañía de soldadura en pasta y cuando les preguntan cuál es el perfil térmico, la respuesta es: “Yo no hice el perfil”. Usted no puede tener una resolución para un problema si usted no tiene la información. ¿Puedo permanecer abajo de 65 mph en mi carro sin un medidor de velocidad?
Analice la distribución de su ensamble de PCB. Sepa dónde están los planos de tierra, donde están los componentes de arriba y de abajo con diferentes tolerancias al calor y cosas así. Sepa las capacidades de su horno y sus limitaciones. Si usted está tratando de refluir un ensamble libre de plomo con una tablilla densamente poblada para una tablilla posterior (backplane) probablemente usted no tiene el horno correcto.
De nuevo, vea el panorama completo.
“Los perfiles de remojo son comunmente usados para ayudar a igualar las temperaturas a través de la tablilla de circuito impreso. Los perfiles de remojo son también recomendados para ciertas soldaduras en pasta para expulsar los materiales volátiles y activar y limpiar completamente las superficies metálicas. Tiempos de remojo extendidos y/o altas temperaturas de remojo pueden causar pérdida prematura de actividad de la soldadura en pasta lo que resulta en problemas de mojado y bolas de soldadura. Los perfiles lineales de rampa a pico son también comúnmente usados y son típicamente un buen punto de partida para la mayoría de los procesos de SMT. Los perfiles de rampa lineal proporcionan suficiente tiempo para que la soldadura en pasta se active y limpie las superficies de metal a la vez que minimiza el riesgo de pérdida prematura de actividad. La adición de un remojo corto puede minimizar el potencial de defectos como el de efecto lápida. Esto necesita hacerse de una manera específica para cada soldadura en pasta porque cada soldadura en pasta responde de manera diferente a estos tipos de cambios en los perfiles.”
Tony Lentz, FCT Assembly
Herramientas y Auto-Ayuda
La mayoría de la gente tiene ya perfiladores térmicos en sus fábricas, así que úselos. Sepa que funciones ofrece el software y la mejor manera de usarlo. Pida ayuda a su proveedor del perfilador térmico y vea que hay de nuevo y disponible.
Compartir es importante
Algunos de nosotros estamos envejeciendo pero tenemos años y años de experiencia. Mucho de ese conocimiento está en nuestras cabezas. Necesitamos compartir ese conocimiento. Mi sugerencia es implementar un sistema (biblioteca de conocimientos) internamente para documentar cosas, problemas para los cuales ha encontrado solución, maneras más eficientes de hacer cosas, etc. Crear una ‘guía de referencia’ le permite a la siguiente persona que se enfrente a un problema que usted ya resolvió ahorrar tiempo al no empezar de cero. Comparta su conocimiento, es muy importante para su compañía Y se ahorrará dinero.
Conclusión
- El enfoque clave para reducir/eliminar huecos es el perfil de reflujo
▫ TAL más largo
▫ Temperatura Pico más Alta
- Las especificaciones de la soldadura en pasta son solo una GUÍA
▫ Es imperativo tomar en consideración todo el ensamble cuando se establezca la receta correcta para el perfil deseado.
Extracto del Suplemento del Perfil de Reflujo de AIM: “La información proporcionada es una guía solamente. Su perfil dependerá de muchos factores incluyendo la fórmula química de la pasta, requerimientos del cliente, limitaciones de componentes, características del horno, distribución de la tablilla, etc., En última instancia, los requerimientos de calidad deben impulsar el proceso, no el adherirse a estas guías.”
- Se debe de considerar el ajuste fino a un perfil para limitaciones de componentes específicos
- Incluya termopares en componentes susceptibles a huecos cuando perfile
- Balancee los termopares a través de componentes y PCBs retadores
- Use las herramientas disponibles para mejorar el tiempo y precisión de encontrar un perfil óptimo
▫ Algunas de estas herramientas puede ser que ya las tenga sin saberlo, otras son de bajo costo y pueden en última instancia mejorar el tiempo y precisión de encontrar el perfil óptimo.
Referencias:
1) Una entrevista con Markus Walter, CEO de Seho Systems GMBH. SMTToday, publicación de Noviembre 2015
2) Un Modelo de Estudio de Perfilar para Control de Huecos en Soldadura de Reflujo libre de plomo por el Dr. Yan Liu, William Manning, el Dr. Benlih Huang, el Dr. Ning-Cheng Lee, Indium Corp.
3) Llene el Hueco por Tony Lentz y Greg Smith, FCT Assembly
4) Controlando el Mecanismo de Huecos en el Proceso de Soldadura de Reflujo por Keith Sweatman, Takatoshi Nishimura, Kenichiro Sugimoto, Akira Kita, Nihon Superior Co., Ltd
Para más información, contacte a KIC en el 16120 W Bernardo Dr., San Diego, CA 92127; Correo electrónico: mballen@kicmail.com; Sitio web: https://kicthermal.com.
Archives:
|







The latest news of people, products and production processes